“Durian” has a very pungent smell but most Malaysians like the taste
According to a world-famous chef, the “king of fruit”, known in Malaysia as “durian”, has the most fouling smell. Despite that, many Malaysians and a couple of my former Korean neighbours like it so much. Due to its strong odor, the fruit is not allowed into hotels or planes. The bad odor sticks to the fabric of your car for weeks.
We are expecting that people all the world will have the chance to experience the smell of “durian” through digital transmission of smell in the near future.
This article is the first of two articles on emerging digital olfaction or sense of smell.
Marketers have been interested to study the impact of olfaction on purchasing decisions of consumers. Buyers of new cars are excited by the smell of new leather in very expensive cars. Cookies are openly baked to allow their smell to waft in a shopping complex.
According to an article in latest MIT Sloan Management Review, despite the economic and commercial importance of olfaction, there are no robust tools to detect, measure, and manage smells in a scientific manner. This is now changing with the emergence of two branches of digital olfaction technology: one focused on the digital detection and analysis of different odors, and the other on the digital transmissions and re-creation of smells. These technologies could alter a range of industries, from fragrances and food to the environmental and healthcare sectors.
The technology draws on several scientific disciplines., including organic chemistry, silicon engineering, machine learning, data science, photonics, and software engineering. A company. Aryballe (https://aryballe.com), based in France, uses tiny proteins called peptides grafted into silicon wafers that react to the gas molecules associated with different odors. The various digital signatures are then decoded using machine learning and expressed in the terms that humans use to describe smells; woody, floral, fragrant, smoky, and so on.
Another company, Aromyx (www.aromyx.com), based in California in the US, uses the same receptors that are found in the human nose and tongue to identify different odors.
Applications of olfactory detection
The olfaction technology would be able to enhance products’ appeal to consumers. It will also support a variety of uses for improved product quality, as well as human health and safety, in areas as diverse as food, auto maintenance, healthcare, and the environment.
These applications include the following:
Faster and cheaper quality control
Digital olfaction is starting to transform quality control, traditionally a labor-intensive and somewhat subjective activity for many industries. In the fragrance industry, for example, traditionally, teams of highly trained human testers have to assess the quality of different product batches, but the process is time-consuming and ultimately subjective. Aryballe is using digital olfaction to test different fragrances against a “god standard” for the particular scent. The company noted that a fragrance will usually change as it is exposed to the air or to different conditions. By using digital olfaction, it can track how the perfume changes over time as it is exposed to different kinds of skin types, sweat, air conditions, and so on. Based on this analysis., the company helps to create completely new fragrances that have the desired qualities perceived by consumers.
Digital olfaction can also be used to identify minute variations in the quality of food products and detect pathogens that could endanger human health or lead to foods spoilage during supply chain transport. Digital olfaction can greatly aid the search for better and healthier foods.
Adjusting to regional or local tastes.
Many retailers and manufacturers recognize scent as an important factor influencing the consumer appeal of a product, but the consumer-scent relationship varies significantly by region and country, making it difficult to calibrate and measure. Take the automotive industry, for example. It is well- known that new-car smell influences our decision to purchase, but there are strong regional differences. While the aromas of leather, resins, and plastics tend to captivate Europeans and American car buyers, it is a turnoff in Asia, where consumers prefer a more neutral odor. Digital olfaction can help optimize the new-car aroma for different market and car-makes.
Predictive maintenance
Digital olfaction can be used in a range of industries to detect problems before they become apparent, improving safety and reducing the risk of costly unscheduled repairs. In industrial sectors, olfactory technologies can alert people the presence or buildup of dangerous gases in chemical plants or petroleum refineries.
Early diagnosis and prevention in healthcare
We humans have long believed that our olfactory senses provide important clue to our well-being, both physical and mental. Ancient physicians used to smell a sick person’s breath to identify his/her illness. More recently, research has established that canines can detect the early presence of diseases such as lung cancer via breath and urine. Electronic noses have been shown to be around 96 per cent accurate in detecting lung cancer in patients. A good news is that recent research has suggested that digital olfaction could provide a quick and a safe test for the detection of Covid-19.
These developments open up the exciting prospects of low-cost, non-invasive technology to screen for a wide range of diseases and viruses, particularly those that are hard to detect with conventional early-stage screening. An application could be that of a mask that automatically lights up when coming in contact with the coronavirus.
Reducing environmental impacts
Companies and government agencies spend billions of US dollars every year to control or eliminate noxious odors in the environment. Digital olfaction makes it possible to detect, monitor, and reduce emissions at lower cost. Bio-electronic noses can identify harmful pollutants in factories or urban areas, assess water quality, measure soil contamination, check for chemical or hazardous materials in warehouses and harbours.
The next article will be on digital transmission of scents
Reference: Mark Purdy, Max Klymenko and Mia Purdy. Business scents: the rise of digital olfaction. MIT Sloan Management Review Summer 2021, Volume 62 (4).
The rapid Covid-19 vaccination drive in Malaysia has highlighted that there are a big group of Malaysians who have fear of needles being injected into their arms. Many would be recipients of vaccines missed their appointments. Others have high blood pressure before receiving their vaccines. One of these needle-phobics is my wife. Fortunately, she had received both Covid-19 jabs after a doctor gave her a medication to calm her down before her injection.
Now there is good news for these needle-phobics. An article in the London Guardian on August 2nd, 2021, reported that people would be able to be vaccinated without using the dreaded needles.
The sight of a needle piercing skin is enough to put a fear on a quarter of adult Britons and trigger up to 4% into fainting. But hope is on the horizon for needle-phobics as researchers are working on a range of non-injectable Covid vaccine formulations, including nasal sprays and tablets.
Almost every vaccine in use today comes with a needle, and the approved Covid-19 vaccines are no exception. Once jabbed, the body’s immune system usually mounts a response, but scientists in the UK and beyond are hoping to harness the immune arsenal of the mucous membranes that line the nose, mouth, lungs and digestive tract, regions typically colonised by respiratory viruses including Covid-19, in part to allay the fears of needle-phobics.
To understand the role this anxiety may be playing in vaccine hesitancy in the UK and other parts of the world, Daniel Freeman, a professor of clinical psychology at the University of Oxford, and colleagues recruited more than 15,000 adults – representative of age, gender, ethnicity, income and region of the UK population – in a study and found that a quarter of the group screened positive for a potential injection phobia.
Notably, this subset of people were twice as likely to report that they would put off getting vaccinated or indeed never get the jab. Out of the total number of those fearful of needles, 10% were found to be strongly Covid vaccine-hesitant.
Probably about 3% to 4% of the UK’s total adult population were needle-phobic (have an intense fear of medical procedures involving injections), he said. And the fear of needles was more prevalent in younger adults, he added. “So, potentially, needle phobia explains more of the hesitancy in younger people.”
“The fear of needles is the one type of anxiety where actually you can faint and that sort of fear and sometimes the embarrassment about fainting is a powerful driver that people want to avoid.”
This avoidance, among other reasons, has spawned efforts to develop Covid-19 vaccines in the form of inhaled vapours, tablets, oral drops or intranasal sprays.
Dr Stephen Griffin, a virologist at Leeds University, said he was constantly asked by UK healthcare staff when there would be non-injectable formulations of Covid vaccines – not just for patients, “but because there are so many needle-phobic staff”.
Non-injectable vaccines could be gamechangers for many other reasons. Room-temperature formulations could be a boon for countries that don’t have the logistical resources to handle the ultra-cold requirements of existing Covid vaccines. Crucially, targeting mucosal tissues has the potential to produce “sterilising immunity”, or the complete elimination of infection in the body, thereby theoretically thwarting transmission. Current intramuscular vaccines, though dramatically effective in preventing serious illness and death, cannot stop transmission altogether.
But there have been hiccups in the quest for non-injectable vaccines – for instance, an existing nasal spray flu vaccine has been shown to outperform flu shots in young children, but its performance is muted in adults. And in June, the US biotech company Altimmune abandoned its intranasal Covid vaccine project, saying that it generated weaker than expected immune responses in an early trial.
At the moment, there are many researchers in the early stages of developing a non-injectable Covid vaccine. An Oxford/AstraZeneca aerosolised formulation is in development, and the Chinese biotech company CanSino Biologics recently kicked off the development of its inhaled vaccine. Others looking at nasal sprays include a team at Lancaster University, which is expected to report data from animal trials imminently, as well as the US-based Cadogenix and India’s Bharat Biotech. Drugmakers are also looking at oral alternatives, such as the San Francisco-based Vaxart, which has completed an early human study on its tablet.
My wife told me that many of her friends have refused to be vaccinated for Covid-19 due to their fear of needles and other many reasons. Hopefully, they will protect themselves and others from Covid-19 infections if needleless vaccination is available.
My youngest cat, Salina Boy, is growing fast. He has become a big bully to the other cats, Baby, Yen, Charlie and Tuya. I manage to capture two poses from Salina Boy.
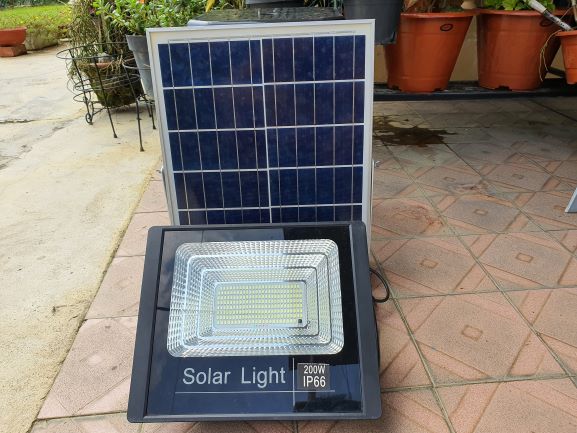
Every day I use solar flood lights to deter wild monkeys from feasting on my ripe rambutans. Hopefully, the flood lights will also deter unwanted strangers from stealing the ripe rambutans. I recharge the solar flood lights using solar panels.
Many are interested to know who invented the solar panels that let us to harvest the sunlight and to be stored in the batteries of the solar flood lights. I purchase the solar flood light from an ecommerce platform at about US$50 a unit.
Solar panels have experienced rapid reduction in prices thanks to a combination of Chinese industrial might backed by American capital, financed by European political supports and made possible largely thanks to the pioneering work of an Australian research team.
The solar power history begins with a succession of US presidents and the quest for energy independence. First was Richard Nixon, who in November r 1973 announced Project Independence to wean the US off Middle Eastern oil. Then came Jimmy Carter, who declared the energy transition the “moral equivalent of war” in April 1977 and pumped billion of US dollars inro renewable energy research, which stopped when Ronald Reagan came to power.
By then, Australia took the interest on solar power.
The father of photovoltaic (PV) solar technology: Professor Green
The solar cell was invented when Russel Shoemaker Ohl, a researcher at Bell Labs in the US, noticed in 1940 that a cracked silicon sample produced a current when exposed to light. However, little improvement had been made until the contribution of Martin Green, a young engineering professor working out of the University of New South Wales, Australia.
Born in Brisbane, Queensland, Australia, Green had spent some time in Canada as a researcher before going back to Australia in 1974. A year later he had started a PV solar research group working out of a small laboratory built with unwanted equipment sourced from major American firms.
His first experiments, alongside a single PhD student, involved looking for ways to increase the voltage on early solar cells.
Professor Green, an important pioneer of the PV industry ,
Not long after, Green and his team began to raise their ambitions.. Having boosted the voltage, the next step was building better quality cells. The early efforts broke the world efficiency record in 1983. The team continued to achieve efficiency records in the next 38 years.
In the very early years of the PV industry, the received wisdom had been that a 20 per cent conversion rate marked the hard limit of what was possible from PV solar cells. Green, however, disagreed in a paper published in 1984. A year later, his team built the first cell that pushed past that limit, and in 1989 built the first solar panel capable of running at 20 per cent efficiency.
It was a moment that opened what was possible from the industry, and the new upper limit was set at “25 per cent”—another barrier Green and his team would smash in 2008. In 2015, they built the world’s most efficient solar cell, achieving a 40.6 per cent conversion ion rate using focused light reflected off a mirror.
Enter the sun king
Out of this activity, the Chinse solar industry would be born largely thanks to a ambitious physicist named Zhengrong Shi. Born in 1963, Shi had earned his master’s degree and come to Australu in 1988. He had spotted a flyer advertising a research fellowship and talked to Green into bringing him as a PhD student in 1989. Shi would finish his PhD in just two and half years. He stayed on a as a researcher.
Dr Shi, who kick-started the Chinese PV solar industry
With time, the university was increasingly looking to commercialize its world leading solar cell technology and reached a partnership agreement with t Pacific Power, an Australian power generator in 1995. The Pacific Power invested US$47 million into a new company called Pacific Solar. A factory was set up in the Sydney suburb of Botany and Shi was made the deputy director of research and development.
Shi worked in the company for a few years. In November 2000, he was made an offer. At a dinner held at his home , four officials from the Chinese province of Jiangsu suggested the 37-yaer-ol researcher and Australian citizen return to China and build his own factory there. After some consideration, Shi agreed and ended settling in the small city of Wuxi where he founded SunTech with US46 million in start-up funding from the municipal government.
Shi’s arrival caused a stir in China. The ability to cheaply build conventional solar panels with 17 percent efficiency was far beyond what his competitors were capable off. Shi was quoted; “The first reaction was: that’s the future. Everybody said that’s the future. But they also said it was one step too early. What they meant was that there was no market for it yet. In China, at that time, if you mentioned solar, people thought of solar hot water”.
All that change when Germany passed new laws encouraging the uptake of solar power. Quickly it became clear there was a massive global demand and the world’s manufacturers were struggling to keep up with supply.
Spying an opportunity for investment, a consortium that included Actis Capital and Goldman Sachs came knocking to pitch Shi on taking the company public. When the company listed on the New York Stock Exchange in 2005, it raised US$420 million and made Shi an instant billionaire. A year later he would be worth an estimated US$3 billion and crowned the richest man in China, earning him the moniker “the Sun King”.
As Shi had shown the way, the Chinese PV solar industry began a massive expansion. SunTech alone boosted its production capacity from 60 megawatts (MW) to 500MV, and then 1 gigawatt in 2009. The company grew so fast, its supplies of glass, polysilicon and electronic systems needed to build its panels came under strain, forcing it to invest heavily in local supply chains.
Around 2012 the world market was flooded with solar panels, sending the price plummeting through the floor, leaving SunTech vulnerable. Already under intense financial pressure, disaster struck when an internal investigation found a takeover bid it had launched had been guaranteed by Euro560 million in fake German government bonds. Upon discovering the bonds didn’t exist, Shi was removed as CEO of his company and a year later SunTech would file for bankruptcy protection when it couldn’t repay US$541 million loan that fell due in March 2013.
Chinese manufacturers dominate the PV solar industry
Between 2008 and 2013, China’s fledgling solar panel industry dropped the world’s prices by 80 per cent, a stunning achievement in a fiercely competitive high technology market. Today, the PV solar industry is worth US$100 billion a year.
As a result, China has eclipsed the leadership of the US solar industry, which invented the technology, still holds many of the worlds’ patents and led that industry for more than three decades. Now China dominates nearly all aspects of solar use and manufacturing.
I can now buy Chinese solar flood lights at cheap prices to light my garden at night. Thank you Professor Green and Dr Shi for your pioneering works on the PV solar technology.
References:
Royce Kurmelovs. Insanely cheap energy: how solr power continues to shock the world. The Guardian, April 24th, 2021.
John Fialka. Why China is dominating the solar industry. Scientific American, December 19th, 2016.
Shiba inu, the latest most popular crypto coin created in August 2020
Crypto currencies, especially bitcoins and ethereum, have been in many people’s minds. The prices of bitcoin has been on fluctuating widely. This phenomenon is logical. The more people want something, the more value you can attach to it. It is supply and demand, which is the oldest rule in thew economics textbook. But when everyone wants something because some people on Reddit say they want it, that is when you get the sort of price fluctuations that would make a Venezuelan finance minister smiles widely.
Crypto currency operates through a decentralized peer-to-peer transaction, a way for people to lend, borrow and spend without using traditional banks or money, up the revolution, boo the central banks and al that.
The idea that any old former Microsoft/Google/Apple employees or other IT geeks can just invent their own digital money and convince other people to buy it is rather baffling. As of last month, it is reported there were more than 4,000 cryptocurrencies, each with their own fan clubs promising high returns.
New cryptocurrencies or tokens such as dogecoin and Siba inu token are attracting the attention of crypto traders. The crypto traders have developed their own language. Among the popular terms are:
HOMO
Fer of missing out.
FUD
Fear, uncertainty and doubt
HODL
Hold on for dear life
ALTCOIN
Any crypto coin that is not bitcoin
TO THE MOON
As in, we are going to be millionaires. When a coin rises sharply, it is said to be mooning.
STABLE CPIN
Theoretically less volatile coin tied to something tangible such as the US dollar.
Whale
An investor with enough crypto to manipulate the price with large transactions.
This week I had two close relatives succumbed to Covid in less than 5 days of being tested positive. In Malaysia, this week also witnessed a high infection rate of over 7,000 daily and a death rate of over 100 patients.
Other countries, such as Britain, are considering lifting restrictions. In the country, three milestones were announced last week in Britain’s bid to beat the coronavirus: zero Covid deaths were reported on Tuesday, three-quarters of adults had received a first dose by Wednesday, and half of all adults had been fully jabbed by Thursday.
Yet, at the same time, doubts are increasing among scientists and politicians that the remaining social restrictions should end as scheduled on June 21st, so-called Freedom Day. So why, with vaccination going so well, are we still in a pandemic? The answer, as ever, lies in the numbers.
New variant, new danger Britain’s current rules on social distancing, combined with immunity in the population, might have been enough to control the original virus and even the more infectious Kent variant. Unfortunately, the Indian variant appears to be up to 70 per cent more infectious. This means it “out-competed” the Kent variant to become the dominant strain in Britain, which is why the weekly growth rate in Covid cases has risen in the past seven days from 13 per cent on May 22 to 35 per cent on May 29 with more than 4,000 cases a day.
Herd immunity is further away The goal of British governments wrestling with a pandemic is “herd immunity”, where so many people have protection the virus has nowhere to go. The safest way to get there is through vaccination.
Under the original Wuhan strain, one infected person passed it to three others: scientists say it had a natural R value of 3. If two out of those three people, or 67 per cent, are vaccinated or become immune through infection, the virus stops growing. This is called the “herd immunity threshold”.
The Kent variant was a third more transmissible, meaning one person gave it to four others. If the Indian variant is 50 per cent more transmissible again, one infected person would infect six others.
This means five out of six people, about 83 per cent, would need to be protected through vaccines or prior infection if we want the virus to die out. Britain is getting closer: the Office for National Statistics thinks that about 75 per cent of adults now have Covid antibodies. But because just 79 per cent of people are adults, we may need to vaccinate teenagers to reach population immunity. That is now firmly on the government’s agenda after the Pfizer vaccine was approved for children on Friday.
The race to double-jab Last week the British government celebrated vaccinating almost 40 million people with one dose, that’s 75 per cent of adults, or about 60 per cent of the UK population.
However, a Public Health England report on May 22 suggested that one dose may only be 33 per cent effective against the Indian variant after three weeks.
Getting two vaccine doses is vital. Only 40 per cent of the UK population has been double-jabbed, leaving some 40 million people with a degree of vulnerability.
The good news is that protection after two doses does seem to be enough to ward off any variants. In another Public Health England report, on Thursday, just 3.8 per cent of Indian variant cases were among twice-vaccinated people. This could have a significant effect on unlocking society.
Young spreaders The UK rightly prioritised older people because they were at greater risk of death or needing hospital treatment. However, adults under the age of 40 account for 39 per cent of Covid cases even though they make up only 29 per cent of the population, mainly because they are more likely to mix socially.
So far less than half of adults under 40 have received a first dose and less than 20 per cent are fully vaccinated. Getting vaccines to more people in this group bracket this month will help reduce Covid transmission. Immunity, though, takes a few weeks to build up: we will not see the effect until July.
Why do rising infections matter? Even though most vulnerable people are protected, a more transmissible virus means more people will need hospital treatment.
About 98 per cent of Covid deaths occur in people aged over 50: 700,000 of them have not been vaccinated and these people threaten to put pressure on Britain’s National Health Service (NHS).
Vaccines are not 100 per cent effective at stopping hospitalisation, even after two doses. There is some evidence that the Indian variant has mutated enough to “escape” the protection offered by existing vaccines.
This variant may not only be more transmissible. Last week Public Health England said the risk of hospitalisation could be up to 2.6 times higher than the Kent variant.
Source: The Times London, June 6th, 2021
Dedication:
We would like to dedicate this article to our uncle, Pak Cik Aziz, and our sister- in-law, Norfidah Ahmad. Both passed away so sudden this week due to Covid.
A Birkin handbag is the most expensive handbag for collection
An article in the London Sunday Times on February 28th, 2021, was an interesting one.
It quoted Hermes handbags, made by the French company, Hermes International SA, went up by 17 per cent in price while the FTSE 100 index fell by 14.3 per cent. Aside from being a highly desirable fashion accessories, luxury handbags are becoming an investment class of their own rights.
It was the second year in a row that bags outstripped other luxury goods in an index including classic cars, coloured diamonds, watches, jewellery and wine.
In 2019 handbags increased 13 per cent and over ten years they went up by 108 per cent in value, according to the estate agency, Knight Frank.
Hermes bags start at £1,418, and the label’s Birkin bag range usually begins at £6,370. A rare Hermes Himalaya Kelly bag made of crocodile hide became the most expensive handbag sold at an auction when it was bought at a Christie’s sale in Hong Kong for US$437,330 (£309,561) in November 2020.
According to the website, cnaluxury.channelnewsasia.com, it is possible to create an index on handbags now because of the frequency which many iconic pieces are coming to auction today. Although bags made by other luxury brands like Chanel and Louis Vuitton are also highly collectible, it is those made by Hermes that attract the highest prices and are considered the most desirable. Chanel is the second most popular handmade for collection.
The rise in value of handbags is also a result of brands increasing their prices every year, culminating in an increase in value in the pre-loved market. Hermes bags are the most difficult to get hold of, so they are the most coveted of all.
According to Knight Frank luxury investment index, fine wine went up 13 per cent last year and 127 per cent over a decade, bolstered by older Tuscan wines which increased by 8 per cent and champagne, which went up 14 per cent.
Art values fell 11 per cent on average because of the collapse in public auctions, and coloured diamonds fell 1 per cent because of the difficulty of transporting diamonds in the pandemic.
The conclusion of the article is obvious: Investing in a Hermes bag, especially a Birkin, will give a good return. Most important, it will also please your wife enormously. The caveat is that whether you can afford it.
The share prices of EV start-ups have been rising sharply over recent months. Testa Inc., which produces 500,000 EVs per year is valued at more than US$800 billion. At one point, an EV start-up, Nikola, was worth US$40 billion, more than the market value of the 100-year old Ford Motor.
Investors have also taken notice of companies that develop batteries for these EVs. Start-ups that develop solid-state battery are attracting investors and existing car manufacturers as well as venture capital and SPACs.
A company that is developing solid-state battery is QuantumSpace Corporation Inc, which was a spin-off from Stanford University. The company is worth US$20.14 billion. The 10-K report, which the company submits to the SEC of the US, describes the state of the solid state battery and the major challenges that are facing companies to commercialize this new technology. The following is an extract of the 10-K report.
Corporate History and Background
On November 25, 2020, Kensington Capital Acquisition Corp., a SPAC merged with QuantumScape Battery, Inc. Later, Kensington Capital Acquisition Corp. changed its name to QuantumScape Corporation.
Overview
QuantumScape is developing next generation battery technology for electric vehicles (“EVs”) and other applications. We are at the beginning of a forecasted once-in-a-century shift in automotive powertrains, from internal combustion engines to clean EVs. While current battery technology has demonstrated the benefits of EVs, principally in the premium passenger car market, there are fundamental limitations inhibiting widespread adoption of battery technology. As a result, today, approximately 3% of global light-vehicles are electrified. We believe a new battery technology represents the most promising path to enable a mass market shift.
After 30 years of gradual improvements in conventional lithium-ion batteries we believe the market needs a step change in battery technology to make mass market EVs competitive with the fossil fuel alternative.
We have spent the last decade developing a proprietary solid-state battery technology to meet this challenge. We believe that our technology enables a new category of battery that meets the requirements for broader market adoption. The lithium-metal solid-state battery technology that we are developing is being designed to offer greater energy density, longer life, faster charging, and greater safety when compared to today’s conventional lithium-ion batteries.
Over the last eight years we have developed a strong partnership with Volkswagen Group of America Investments, LLC (“VGA”) and certain of its affiliates (together with VGA, “Volkswagen”). Volkswagen is one of the largest car companies in the world and intends to be a leader in EVs. Volkswagen has announced plans to launch more than 70 new EV models and build more than 25 million vehicles on electric platforms by the end of the decade. Over the last eight years Volkswagen has invested and committed to invest, subject, in certain cases, to certain closing conditions that have not yet been satisfied, a total of more than US$300 million in us and has established a 50-50 joint venture with us to enable an industrial level of production of our solid-state batteries. As 50-50 partners in the joint venture with Volkswagen, we expect to share equally in the revenue and profit from the joint venture. Over the course of our relationship, Volkswagen has successfully tested multiple generations of certain of our single-layer, laboratory cells at industry-accepted automotive rates of power (power is the rate at which a battery can be charged and discharged). We believe no other lithium-metal battery technology has demonstrated the capability of achieving automotive rates of power with acceptable battery life.
While we expect Volkswagen will be the first to commercialize vehicles using our battery technology, over the next few years as we build our initial pre-pilot manufacturing facility and our 1GWh pilot facility (the “Pilot Facility”), we intend to work closely with other automotive original equipment manufacturers (“OEMs”) to make our solid-state battery cells widely available over time. As part of our joint venture agreement we have agreed that the Pilot Facility will be the first commercial-scale facility to manufacture our battery technology for automotive applications, but, subject to the other terms of the joint venture arrangements, we are not limited from working in parallel with other automotive OEMs, or other non-automotive companies, to commercialize our technology. We recently have announced our plans to expand our manufacturing capability with the addition of a pre-pilot line facility in San Jose, CA (“QS-0”). QS-0 is intended to have a continuous flow, high automation line capable of building over 100,000 engineering cell samples per year. We expect to secure a long-term lease for QS-0 in the second half of this year and for QS-0 to be producing cells by 2023.
Our development uses earth-abundant materials and processes suitable for high volume production. Our processes use tools which are already used at scale in the battery or ceramics industries. Outside of the separator, our battery is being designed to use many of the materials and processes that are standard across today’s battery manufacturers. As a result, we expect to benefit from the projected industry-wide cost declines for these materials that result from process improvements and economies of scale. We believe that the manufacturing of our solid-state battery cells provides us with a structural cost advantage because our battery cells are manufactured without an anode.
Industry Background
Shift to EVs
We believe that evolving consumer preferences coupled with growing government incentives and regulations are driving a once-in-a-century shift to EVs.
Countries around the world are promoting EVs. The dependence on gasoline-powered internal combustion engine (“ICE”) vehicles has heightened environmental concerns, created reliance among industrialized and developing nations on large oil imports, and exposed consumers to unstable fuel prices and health concerns related to heightened emissions. Many national and regional regulatory bodies have adopted legislation to incentivize or require a shift to lower-emission and zero-emission vehicles. For example, countries such as the United Kingdom, the Netherlands, Sweden, Germany, and France have announced intentions to either increase applicable environmental targets or outright ban the sale of new ICE vehicles in the next two decades. More recently, California passed regulations requiring half of trucks sold in the state to be zero-emissions by 2035 and 100% by 2045.
This global push to transition from ICE vehicles, aided by favourable government incentives and regulations, is accelerating the growth in lower- and zero-emission vehicle markets.
Furthermore, consumers are increasingly considering EVs for a variety of reasons including better performance, growing EV charging infrastructure, significantly lighter environmental impact, and lower maintenance and operating costs. Automakers such as Tesla, Inc. have demonstrated that premium EVs can deliver a compelling alternative to fossil fuels. As EVs become more competitive and more affordable, we believe that they will continue to take market share from ICE vehicles. We believe that this shift will occur across vehicle types and market segments. However, some of the inherent limitations of lithium-ion battery technology remain an impediment to meaningful improvements in EV competitiveness and cost.
Current Battery Technology Will Not Meet the Requirements for Broad Adoption of EVs
Despite the significant progress in the shift to EVs, the market remains dominated by ICE vehicles. According to the International Energy Association, approximately 3% of light vehicles are EVs. For EVs to be adopted at scale across market segments batteries need to improve. In particular, we believe there are five key requirements to drive broad adoption of EVs:
• Battery capacity (energy density). EVs need to be able to drive over 300 miles on a single charge to achieve broad market adoption. The volume required for conventional lithium-ion battery technology limits the range of many EVs. Higher energy density will enable automotive OEMs to increase battery pack energy without increasing the size and weight of the vehicle’s battery pack.
• Fast charging capability. EV batteries need to be fast-charging to replicate the speed and ease with which a gasoline car can be re-fueled. We believe this objective is achieved with the ability to charge to at least 80% capacity in under 15 minutes, without materially degrading battery life.
• Safety (nonflammable). EV batteries need to replace as many of the flammable components in the battery as possible with non-flammable equivalents to reduce the extent of damage caused by a fire. With current batteries, many abuse conditions, including malfunctions that can result in overcharges and battery damage from accidents, can result in fires.
• Cost. Mass market adoption of EVs requires a battery that is capable of delivering long range while remaining cost competitive with a vehicle price point of around US$30,000.
• Battery life. Batteries need to be usable for the life of the vehicle, typically 12 years or 150,000 miles. If the battery fades prematurely, EVs will not be an economically practical alternative.
Since these requirements have complex interlinkages, most manufacturers of conventional lithium-ion batteries used in today’s cars are forced to make tradeoffs. For example, conventional batteries can be fast-charged, but at the cost of significantly limiting their battery life.
We believe that a battery technology that can meet these requirements will enable an EV solution that is much more broadly competitive with internal combustion engines. With more than 90 million ICE vehicles produced in 2019 across the auto industry, there is significant untapped demand for a battery that meets these goals – a potential market opportunity in excess of US$450 billion annually.
Limitations of Conventional Lithium-ion Battery Technologies
The last significant development in battery technology was the commercialization of lithium-ion batteries in the early 1990s which created a new class of batteries with higher energy density. Lithium-ion batteries have enabled a new generation of mobile electronics, efficient renewable energy storage, and the start of the transition to electrified mobility.
Since the 1990s, conventional lithium-ion batteries have seen a gradual improvement in energy density. Most increases in cell energy density have come from improved cell design and incremental improvements in cathode and anode technology.
However, there is no Moore’s law in batteries – it has taken conventional lithium-ion batteries at least 10 years to double in energy density and it has been approximately 30 years since the introduction of a major new chemistry. As the industry approaches the theoretical limit of achievable energy density for lithium-ion batteries involving carbon, we believe a new architecture is required to deliver meaningful gains in energy density.
Batteries have a cathode (the positive electrode), an anode (the negative electrode), a separator which prevents contact between the anode and cathode, and an electrolyte which transports ions but not electrons. A conventional lithium-ion battery uses a liquid electrolyte, a polymer separator, and an anode made principally of carbon (graphite) or a carbon/silicon composite. Lithium ions move from the cathode to the anode when the battery is charged and vice versa during discharge.
Conventional Lithium-Ion Battery Design
The energy density of conventional lithium-ion batteries is fundamentally limited by the anode, which provides a host material to hold the lithium ions, preventing them from binding together into pure metallic lithium. Metallic lithium, when used with conventional liquid electrolytes and porous separators, can form needlelike crystals of lithium known as dendrites, which can penetrate through the separator and short-circuit the cell.
While using a host material is an effective way to prevent dendrites, this host material adds volume and mass to the cell, it adds cost to the battery, and it limits the battery life due to side reactions at the interface with the liquid electrolyte. The rate at which lithium diffuses through the anode also limits the maximum cell power.
The addition of silicon to a carbon anode provides a modest boost to energy density relative to a pure carbon anode. However, silicon is also a host material that not only suffers from the limitations of carbon as discussed above, but also introduces cycle life challenges as a result of the repeated expansion and contraction of the silicon particles, since silicon undergoes significantly more expansion than carbon when hosting lithium ions. Furthermore, the voltage of the lithium-silicon reaction subtracts from the overall cell voltage, reducing cell energy.
Lithium-Metal Anode Required to Unlock Highest Energy Density
We believe that a lithium-metal anode is the most promising approach that can break out of the current constraints inherent in conventional lithium-ion batteries and enable significant improvements in energy density.
In a lithium-metal battery, the anode is made of metallic lithium; there is no host material. Eliminating the host material reduces the size and weight of the battery cell and eliminates the associated materials and manufacturing costs. This results in the highest theoretical gravimetric energy density for a lithium-based battery system. Lithium-ion batteries currently used in the auto industry have energy densities of less than 300 Wh/kg. We believe lithium-metal batteries have the potential to significantly increase this energy density.
Lithium-metal anodes are compatible with conventional cathode materials, and lithium-metal batteries will derive some benefit from continued improvement in conventional cathodes. Moreover, lithium-metal anodes may enable future generations of higher energy cathodes that cannot achieve energy density gains when used with lithium-ion anodes,.
Although the industry has understood for 40 years the potential benefits of lithium-metal anodes, the industry has not been able to develop a separator that makes a lithium-metal anode practical for automotive use.
Solid-State Separator Required to Enable Lithium-Metal Anode
We believe that a lithium-metal battery requires that the porous separators used in current lithium-ion batteries be replaced with a solid-state separator capable of conducting lithium ions between the cathode and anode at rates comparable to conventional liquid electrolyte while also suppressing the formation of lithium dendrites. While various solid-state separators have been shown to operate at low power densities, such low power densities are not useful for most practical applications. To our knowledge, we are the only company that has been able to demonstrate a solid-state separator for lithium-metal batteries that reliably prevents dendrite formation at higher power densities, such as those required for automotive applications and fast-charging.
We believe that our ability to develop this proprietary solid-state separator will enable the shift from lithium-ion to lithium-metal batteries.
Our Technology
Our proprietary solid-state lithium-metal cell represents the next-generation of battery technology.
Our battery cells have none of the host materials used in conventional anodes. In fact, when our cells are manufactured there is no anode; lithium is present only in the cathode. When the cell is first charged, lithium moves out of the cathode, diffuses through our solid-state separator and plates in a thin metallic layer directly on the anode current collector, forming an anode. When the battery cell is discharged, the lithium diffuses back into the cathode.
Eliminating the anode host material found in conventional lithium-ion cells substantially increases the volumetric energy density. A pure lithium-metal anode also enables the theoretically highest gravimetric energy density for a lithium battery system.
Our proprietary solid-state separator is the core technology breakthrough that enables reliable cycling of the lithium-metal anode battery. Without a working solid-state separator, the lithium would form dendrites which would grow through a traditional porous separator and short circuit the cell.
An effective solid-state separator requires a solid material that is as conductive as a liquid electrolyte, chemically stable next to lithium–one of the most reactive elements–and able to prevent the formation of dendrites. Our team worked over ten years to develop a composition that meets these requirements and to develop the techniques necessary to manufacture the separator material at scale using a continuous process. We have a number of patents covering both the composition of this material and key steps of the manufacturing process.
Our solid-state separator is a dense, entirely inorganic ceramic. It is made into a film that is thinner than a human hair and then cut into pieces about the length and width of a playing card. Our solid-state separator is flexible because it has a low defect density and is thin. In contrast, typical household ceramics are brittle and can break due to millions of microscopic defects which reduce structural integrity.
The separator is placed between a cathode and anode current collector to form a single battery cell layer. These single layers will be stacked together into a multilayer cell, about the size of a deck of cards, that will be the commercial form factor for EV batteries.
Our cathodes use a combination of conventional cathode active materials (NMC) with an organic gel made of an organic polymer and organic liquid catholyte. In the future, we may use other compositions of cathode active materials, including cobalt-free compositions. We have an ongoing research and development investigation into inorganic catholyte that could replace the organic gel made of an organic polymer and organic liquid catholyte currently used.
As communicated in our solid-state battery showcase event on December 8, 2020, our single-layer solid-state cells have been extensively tested for power density, cycle life, and temperature performance. This is the only solid-state cell we are aware of that has been validated to run at automotive power densities by a leading automotive OEM. In addition, we believe our battery technology may provide significant improvements in energy density compared to today’s conventional lithium-ion batteries.
Benefits of Our Technology
We believe our battery technology will enable significant benefits across battery capacity, life, safety, and fast charging while minimizing cost. We believe these benefits will provide significant value to automotive OEMs by enabling greater customer adoption of their EVs. By solving key pain-points such as 15-minute fast charging, we believe our battery echnology will enable the delivery of an EV experience that is significantly more competitive with fossil fuel vehicles than what today’s EVs can achieve with conventional batteries.
Our battery technology is intended to meet the five key requirements we believe will enable mass market adoption of EVs:
• Energy density. Our battery design is intended to significantly increase volumetric and gravimetric energy density by eliminating the carbon/silicon anode host material found in conventional lithium-ion cells. This increased energy density will enable EV manufacturers to increase range without increasing the size and weight of the battery pack, or to reduce the size and weight of the battery pack which will reduce the cost of the battery pack and
other parts of the vehicle. For example, we estimate that our solid-state battery cells will enable a car maker to increase the range of a luxury performance EV—with 350 litres of available battery space—from 250 miles (400 km) to 450 miles (730 km) without increasing the size and weight of the battery pack. In the same example, our battery would enable the car maker to increase the maximum power output of such a vehicle from 420 kW to 650 kW without increasing the size of the battery pack. Alternatively, we believe that our solid-state battery cells will enable a car maker to increase the range of a mass market sedan—with 160 litres of available battery space—from 123 miles (200km) to 233 miles (375km) without increasing the size and weight of the battery pack. Similarly, our battery would enable the car maker to increase the maximum power output of such vehicle from 100 kW to 150 kW without increasing the size of the battery pack.
• Battery life. Our technology is expected to enable increased battery life relative to conventional lithium-ion batteries. In a conventional cell, battery life is limited by the gradual irreversible loss of lithium due to side reactions between the liquid electrolyte and the anode. By eliminating the anode host material, we expect to eliminate the side reaction and enable longer battery life. Our latest single-layer prototype cells have been tested to over 1000
cycles (under stringent test conditions, including 100% depth-of-discharge cycles at one-hour charge and discharge rates at 30 degrees Celsius with commercial-loading cathodes) while still retaining over 80% of the cells’ discharge capacity. This performance exceeds the cycle life and capacity retention in many EV battery warranties today, which may be to 150k miles to 70% of the cells’ discharge capacity.
• Fast charging capability. Our battery technology, and specifically our solid-state separator material, has been tested to demonstrate the ability to charge to approximately 80% in 15 minutes, significantly faster than commonly used high-energy EV batteries on the market. In these conventional EV batteries, the limiting factor for charge rate is the rate of diffusion of lithium ions into the anode. If a conventional battery is charged beyond these limits, lithium can start plating on carbon particles of the anode rather than diffuse into the carbon particles. This causes a reaction between the plated lithium and liquid electrolyte which reduces cell capacity and increases the risk of dendrites that can short circuit the cell. With a lithium-metal anode, using our solid-state separator, we expect the lithium can be plated as fast as the cathode can deliver it.
• Increased safety. Our solid-state battery cell uses a ceramic separator which is not combustible and is therefore safer than conventional polymer separators. This ceramic separator is also capable of withstanding temperatures considerably higher than those that would melt conventional polymer separators, providing an additional measure of safety. In high temperature tests of our solid-state separator material with lithium, the separator material remained stable in direct contact with molten lithium without releasing heat externally, even when heated up to 250 degrees, higher than the 180-degree melting point of lithium.
• Cost. Our battery technology eliminates the anode host material and the associated manufacturing costs, providing a structural cost advantage compared to traditional lithium-ion batteries. When comparing manufacturing facilities of similar scale, we estimate that eliminating these costs will provide a savings of approximately 17% compared to the costs of building traditional lithium-ion batteries at leading manufacturers.
Our Competitive Strengths
Only proven lithium-metal battery technology for automotive applications to our knowledge. We have built and tested over one hundred thousand single-layer solid-state cells and have demonstrated that our technology meets automotive requirements for power, cycle life, and temperature range. In 2018, Volkswagen announced it had successfully tested certain of our single-layer, laboratory battery cells at automotive rates of power.
Partnership with one of the world’s largest automotive OEMs. We are partnered with Volkswagen, one of the largest automakers in the world. Volkswagen has been a collaboration partner and major investor since 2012 and has invested or committed to invest, subject, in certain cases, to certain closing conditions that have not yet been satisfied, a total of more than $300 million. In addition, Volkswagen has committed additional capital to fund our joint venture. Volkswagen plans to launch more than 70 new electric models and build more than 25 million vehicles on electric platforms by the end of the decade. Together with Volkswagen, we have established a joint venture to enable an industrial level of production of our solid-state batteries for use in Volkswagen vehicles. As 50-50 partners in the joint venture with Volkswagen, we expect to share equally in the revenue and profit from the joint venture.
High barriers to entry with extensive patent and intellectual property portfolio. Over the course of 10 years, we have generated more than 200 U.S. and foreign patents and patent applications – including broad fundamental patents around our core technology. Our proprietary solid-state separator uses the only material we know of that can cycle lithium at automotive current densities without forming dendrites. Our battery technology is protected by a range of patents, including patents that cover:
• Composition of matter, including the optimal composition as well as wide-ranging coverage of a number of variations;
• Enabling battery technology covering compositions and methods required to incorporate a solid-state separator into a battery;
• Manufacturing technology, protecting the way to make the separator at scale using roll-to-roll processes, without semiconductor style production or batch processes used in traditional ceramics; and
• Material dimensions, including our proprietary solid-state separator, covering any separator with commercially practical thicknesses for a solid-state battery.
Significant development focused on next-gen technology for automotive applications. We have spent over ten years and over $300 million developing our battery technology. We have run over 2.6 million tests on over 700,000 cells and cell components. Our technical team comprises more than 250 employees, many of whom have worked at large battery manufacturers and automotive OEMs. Through its experience, our team has significant technical know-how and is supported by extensive facilities and equipment, development infrastructure, and data analytics.
Designed for volume production. Our technology is designed to use earth-abundant materials and processes suitable for high volume production. Our processes use tools which are already used at scale in the battery or ceramics industries. While preparing for scale production, we have purchased or tested production-intent tools from the world’s leading vendors. In particular, we expect to produce our proprietary separator using scalable continuous processing. Although our separator material is proprietary, the inputs are readily available and can be sourced from multiple suppliers across geographies.
Structural cost advantage leveraging industry cost trends. Aside from the separator, our battery is being designed to use many of the materials and processes that are standard across today’s battery manufacturers. As a result, we expect to benefit from the projected industry-wide cost declines for these materials that result from process improvements and economies of scale. We believe that the manufacturing of our solid-state battery cells provides us with a structural cost advantage because our battery cells are manufactured without an anode.
Our Growth Strategy
Continue to develop our commercial battery technology. We will continue developing our battery technology with the goal of enabling commercial production in 2024. We have validated capabilities of our solid-state separator and battery technology in single-layer solid-state cells at the commercially required size (70x85mm) and four-layer solid-state battery cells at a smaller size (30x30mm). We must now develop multi-layer cells with commercial dimensions and many more layers, to continue improving yield and performance and to optimize all components of the cell for high volume manufacturing. We will continue to work to further develop and validate the volume manufacturing processes to enable high volume manufacturing and minimize manufacturing costs. We will continue to work on increasing the yield of our separators to reduce scrappage and to increase utilization of manufacturing tools. Our current funds will enable us to expand and accelerate research and development activities and undertake additional initiatives. Finally, we will continue to use our engineering line in San Jose, California to prepare for high volume manufacturing and plan our first commercial production Pilot Facility through our joint venture partnership with Volkswagen. In addition, we expect that our recently announced QS-0 facility will help provide the additional capacity we need for our development work and will enable us to accelerate work on the next-generation of manufacturing tools. QS-0 is also intended to provide capacity to make enough batteries for hundreds of long-range battery electric test vehicles per year. This will allow us to provide early cells to Volkswagen, as well as other automotive partners, explore non-automotive applications, and help de-risk subsequent commercial scale-up. We expect to secure a long-term lease for QS-0 in the second half of this year and for QS-0 to be producing cells by 2023.
Meet Volkswagen battery demand. The Pilot Facility to be built and run by QSV Operations LLC (“QSV”) and the subsequent 20GWh expansion of the Pilot Facility (the “20GWh Expansion Facility”) would represent a small fraction of Volkswagen’s demand for batteries and implies vehicle volumes under 2% of Volkswagen’s total production in 2019, assuming a 100KWh pack size. Our goal is to significantly expand the production capacity of the joint venture, in partnership with Volkswagen, to meet more of their projected demand.
Expand partnerships with other automotive OEMs. While we expect Volkswagen will be the first to commercialize vehicles using our battery technology, over the next few years as we build our Pilot Facility, we intend to work closely with other automotive OEMs to make our solid-state battery cells widely available over time. As part of our joint venture agreement we have agreed that the Pilot Facility will be the first commercial-scale facility to manufacture our battery technology for automotive applications, but, subject to the other terms of the joint venture arrangements, we are not limited from working in parallel with other automotive OEMs to commercialize our technology. We expect that QS-0 will allow us to provide early cells to Volkswagen, as well as other automotive partners, explore non-automotive applications, and help de-risk subsequent commercial scale-up.
Expand target markets. We are currently focused on automotive EV applications, which have the most stringent set of requirements for batteries. However, we recognize that our solid-state battery technology has applicability in other large and growing markets including stationary storage and consumer electronics such as smartphones and wearables.
Expand commercialization models. Our technology is being designed to enable a variety of business models. In addition to joint ventures, such as the one with Volkswagen, we may operate solely-owned manufacturing facilities or license technology to other manufacturers, such as our recently announced QS-0 facility that is planned for the San Jose area. Where appropriate, we may build and sell separators rather than complete battery cells.
Continued investment in next-gen battery innovation. We intend to continue to invest in research and development to improve battery cell performance, improve manufacturing processes, and reduce cost.
Manufacturing and Supply
Our battery manufacturing process is being designed to be very similar to that of conventional lithium-ion battery manufacturing, with a few exceptions:
• We use a proprietary separator material instead of the polypropylene separator used in lithium-ion cells.
• Our architecture eliminates the need for anode manufacturing, reducing capital investment and lowering operating costs.
• We will build our multi-layer cells by sequentially stacking separators, cathodes and current collectors rather than winding these materials together.
• Our cell design allows us to greatly shorten the weeks-long aging process required for conventional lithium-ion cells, thus decreasing manufacturing cycle time and reducing working capital needs.
Our architecture depends on our proprietary separator, which we will manufacture ourselves. Though our separator design is unique, its manufacturing relies on well-established, high-volume production processes currently deployed globally in other industries.
We plan to source our input materials from industry leading suppliers to the lithium-ion battery industry, and we already have strategic relationships in place with the industry’s leading vendors of cathode material, the most critical purchased input to our cell, along with leading vendors of other less critical inputs. Our separator is made from abundant materials produced at industrial scale in multiple geographies. We do not anticipate any unique supply constraints that would impede the commercialization of our product for the foreseeable future.
Research and Development
We conduct research and development at our headquarters facility in San Jose, California. Research and development activities concentrate on making further improvements to our battery technology, including improvements to battery performance and cost.
Our research and development currently includes programs for the following areas:
• Multi-layering. To date, we have only produced single-layer solid-state cells at the commercially required size (70x85mm) and four-layer solid-state cells at a smaller size (30x30mm). In order to produce commercially-viable solid-state battery cells for automotive applications, we must produce multilayer battery cells which may range from several dozen to over one hundred layers, depending on our customers’ requirements, and to do so in the commercially required size. We will need substantial development and to overcome the challenges in creating these cells and implement the appropriate cell design for our solid-state battery cell.
• Improved yields. We are focused on improving the yields (useful output) of both our solid-state separators and our battery cells. We are automating our manufacturing process and purchasing larger-scale manufacturing equipment. We will need to significantly increase our yield before we can manufacture our solid-state battery cells in volume.
• Continued improvement in the solid-state separator. We are working to improve the reliability and performance of our solid-state separator, including decreasing the thickness. We have selected a method of continuous processing found at scale in both the battery and ceramic industries and are working on continuous improvement of this process. In addition, we are investigating alternative processing methods that may further increase the capital efficiency of the process.
• Continued improvement of the cathode. Our cathodes use a combination of conventional cathode active materials (NMC) along with an organic gel made of an organic polymer and organic liquid catholyte. In the future, we may use other cathode active materials, including cobalt-free compositions. We have an ongoing research and development investigation into inorganic catholyte that could replace the organic gel made of an organic polymer and organic liquid currently used.
• Integration of advanced cathode materials. We plan to benefit from industry cathode chemistry improvements and/or cost reduction. Our solid-state separator platform is being designed to enable some of the most promising next-generation cathode technologies, including high voltage or high capacity cathode active materials, which when combined with a lithium-metal anode, may further increase cell energy densities.
Intellectual Property
The success of our business and technology leadership is supported by our proprietary battery technology. We rely upon a combination of patent, trademark and trade secret laws in the United States and other jurisdictions, as well as license agreements and other contractual protections, to establish, maintain and enforce rights in our proprietary technologies. In addition, we seek to protect our intellectual property rights through nondisclosure and invention assignment agreements with our employees and consultants and through non-disclosure agreements with business partners and other third parties. We regularly file applications for patents and have a significant number of patents in the United States and other countries where we expect to do business. Our patent portfolio is deepest in the area of solid-state separators with additional areas of strength in anodes, next-generation cathode materials, and cell, module, and pack design specific to lithium-metal batteries. Our trade secrets primarily cover manufacturing methods.
As of December 31, 2020, we owned or licensed, on an exclusive basis, 80 issued U.S. patents and 40 pending or allowed U.S. patent applications, and 103 granted foreign patents and patent applications. We have 1 registered U.S. trademark and 6 pending U.S. trademark applications. Our issued patents start expiring in 2033.
Competition
The EV market, and the battery segment in particular, is evolving and highly competitive. With the introduction of new technologies and the potential entry of new competitors into the market, we expect competition to increase in the future, which could harm our business, results of operations, or financial condition.
Our prospective competitors include major manufacturers currently supplying the industry, automotive OEMs and potential new entrants to the industry. Major companies now supplying batteries for the EV industry include Panasonic Corporation, Samsung SDI, Contemporary Amperex Technology Co. Limited, and LGChem Ltd. They supply conventional lithium-ion batteries and in many cases are seeking to develop solid-state batteries, including potentially lithium-metal batteries. In addition, because of the importance of electrification, most automotive OEMs are researching and investing in solid-state battery efforts and, in some cases, in battery development and production. For example, Tesla, Inc. is building multiple battery gigafactories and potentially could supply batteries to other automotive OEMs, and Toyota Motors and a Japanese consortium have a multi-year initiative pursuing solid-state batteries.
A number of development-stage companies are also seeking to improve conventional lithium-ion batteries or to develop new technologies for solid-state batteries, including lithium-metal batteries. Potential new entrants are seeking to develop new technologies for cathodes, anodes, electrolytes and additives. Some of these companies have established relationships with automotive OEMs and are in varying stages of development.
We believe our ability to compete successfully with lithium-ion battery manufacturers and with other companies seeking to develop solid-state batteries will depend on a number of factors including battery price, safety, energy density, charge rate and cycle life, and on non-technical factors such as brand, established customer relationships and financial and manufacturing resources.
Many of the incumbents have, and future entrants may have, greater resources than we have and may also be able to devote greater resources to the development of their current and future technologies. They may also have greater access to larger potential customer bases and have and may continue to establish cooperative or strategic relationships amongst themselves or with third parties (including automotive OEMs) that may further enhance their resources and offerings.
Government Regulation and Compliance
There are government regulations pertaining to battery safety, transportation of batteries, use of batteries in cars, factory safety, and disposal of hazardous materials. We will ultimately have to comply with these regulations to sell our batteries into the market. The license and sale of our batteries abroad is likely to be subject to export controls in the future.
On February 13th, 2021, the headline of the Times London online was “Britons are at the back of a year-long queue for new Tesla model. Another headline in the Barron’s online reads “Electric vehicles were a non-starter until Tesla comes along.
There were a few starts for electric vehicles in the last 100 years. The Barron’s article highlighted several interesting facts. In 1959 there were a half-dozen companies racing to bring out the first electric automobile in a half-century. Leading the way was the Nu-Klea Starlite, a new electric model being billed as an “economy car”. At that point pint, Barron’s noted: “Simply by plugging the car into an electric outlet each night, thereby recharging the batteries, the owner can drive about 80 miles the next day at a cost of about US20 cents.”
The Nu-Klea Starlite failed and no other successful EVs emerged from this period. It continued for the rest of the 20th century-high hopes dashed by lack of vision, willpower, and funding. It took an new century, the 21st century, for EVs to be embraced by car-buying consumers.
Short history of the EV
The first exciting age of the EVs happened in the first decade of the 20th century. According to Barron’s the stately, battery-powered sedans of the pre-World Wat 1 era were purchased by well-to-do urbanites. President Woodrow Wilson drove around the White House in his Milburn Electric. Unlike gasoline-powered cars, EVs rode clean and silent, with little effort or maintenance needed. But they lacked speed (about 40 km per hour) and range of about 97 to 112 km per charge, largely because the batteries were so heavy.
The first electric age effectively ended in 1915, after Henry Ford and Thomas Edison teamed up to take a crack at EVs. The EVs produced were too slow, too heavy and too costly. The EV project was dropped by the two “giant men” of the period.
That was pretty much where things still stood in 1959, when Klea Starlite made its disappointing debut. EVs were not abandoned. They were produced as golf carts, and “British milk floats”.
Fast-forward to 1968, when Barron’s reported that GM. Ford and Chrysler were boasting about their research on smogless vehicles. The big hope this time was a Union Carbide electric motorcycle, which achieved 40 km per hour . The motorcycle was “strictly experimental”, and the big the American automobile companies has nothing of their own to offer except vague promises of electric passenger vehicles that might be ready for commercial production in 10 to 15 years.
Barron’s wrote another decade passed. Then, on June 13th, 1977, Barron’s cited “renewed interest in EVs,” this time because of concerns about the oil embargo and air pollution. Yet the only producer of EVs was Sebring-Vanguard, whose Citicar two-seater “boast a top speed of 61 km per hour and can go about 60 km per charge. “The Citicar was flimsy, Barron’s wrote, “it is not allowed on major highways.”
Some 13 years later, in 1990, then GM CEO Roger Smith, “desperate for a piece of good news on which to end his career,“ as Barron’s puts, introduced a new EV programme with great fanfare. But the effort didn’t yield a car until 1996—the General Motors EV1, a two-seater with an initial range of just about 97 km. GM pulled the plug on production in 1999., sparking controversy in the documentary, Who Killed the Electric Car?
By 2002, the big car makers knew that the gasoline engine was “rumbling into end of its product cycle,” with Ford, GM and the then DaimlerChrysler “well spending over US$1 billion a year on new-engine technologies, “ including hybrids, Barron’s wrote. Led by Toyota’s Prius, there were 50,000 hybrids on US roads.
Enter Tesla
The modern EV era begins with Tesla and CEO Elon Musk, a visionary like Ford or Edison. Musk’s goal was is “an electric-car revolution,“ and instead of building another niche economy EV, Musk shot for the moon with a high-end sports car, the Tesla Roadster. Barron’s admitted that it underestimated the power of Musk’s revolution. A 2013 cover story panned the stock, Tesla Inc., suggesting that Tesla’s fans “are viewing its prospects through 3-D glasses.” Today, the company is worth more than US$800 million, producing about 500,00 vehicles per year.
Planned Entry of Apple Inc.
Many traditional car companies and new EV start-ups have joined Tesla to produce EVs in the US, Europe, China and Japan. New eco-system of EV has emerged including large battery production and sophirtai9cted software to provide various features which are not available in today’s gasoline-powered cars.
More interesting is the planned entry of Apple Inc. into the automobile industry. The Times on London Times on February 16th, 2021, noted this development. Apple, which has overhauled the personal, music and mobiles market, has remained silent over its plans for vehicles. Its car plan, known internally as Project Titan, have been in the works for some years. It was reported that the company intended to produce a passenger vehicle in 2024. An analyst at Morgan Stanley, Katy Huberty, noted the smartphone market is worth US$500 billion each year. “The mobility market is worth US$10 trillion, so Apple would only need a 2 per cent market share of this market to be the size of their phone business,” she told clients.
In smartphones Apple uses a major contract manufacturer, Foxconn Technology Group, to produce all its smart phones. Apple its efforts on designing, software development and marketing. Major car companies have been making announcements that they are interested to partner Apple to produce tis vehicle.
The Times London quoted the CEO of Volkswagen, the largest car company in the world, that it was not afraid of Apple’s plan to enter the automotive industry. He said the global car market would not be transformed overnight. He has to be careful!
Apple has led to the failure of Nokia, then the market leader of mobile phone. We believe the business model of the mobility industry is ripe for major disruption after 100 years. CEOs of major car companies have to take note that Apple has a cash in hand of US$191.83 billion, meaning they has substantial ammunition to compete in the new autonomous electric vehicle industry.