As a chemical engineer, I am closely following the developments and advances in battery technologies, especially for use in EVs. Many research groups are using different materials in the periodic table as an alternative to lithium.
Several electric vehicle battery chemistries are emerging as electric cars .Scientists, battery companies and automakers are trying to develop safe batteries built with accessible materials that enable long driving range and fast charging.
They are working to pack more energy into batteries and cut their expense. This is because batteries is the most expensive component of an EV, adding about US$10,000 more to the cost when compared with a combustion engine powertrain. That expense discourages consumer adoption of EVs and manufacturers are forced to provide incentives to buyers, resulting in lower profit margins of automakers.
Globally, about 60 percent of electric vehicles rely on lithium nickel manganese cobalt oxide, or NMC, batteries, according to the International Energy Agency. Though others are in production, NMC chemistry batteries account for most of the EVs sold in the U.S. Lithium iron phosphate, or LFP, batteries are a growing alternative. They are less expensive and account for about 30 percent of EVs, mostly from China.
The cost and energy density challenges presented by current battery chemistries are pushing companies to seek alternatives that are cheaper. They also need to be safe and ideally would be durable, powerful and suitable for domestic mass production.
“There are a bunch of potentially promising alternatives to lithium ion batteries,” said Jeremy Michalek, director of the vehicle electrification group at Carnegie Mellon University in Pittsburgh. “But all of them have engineering challenges, and potentially some of them have cost challenges.”
Collectively, the industry is researching new chemistries and different ways to physically construct battery cells.
Many believe solid-state battery cells are the holy grail for safe, long-range, fast-charging EV batteries, but until that technology is commercialized, companies are developing alternatives. Here are a few.
New options
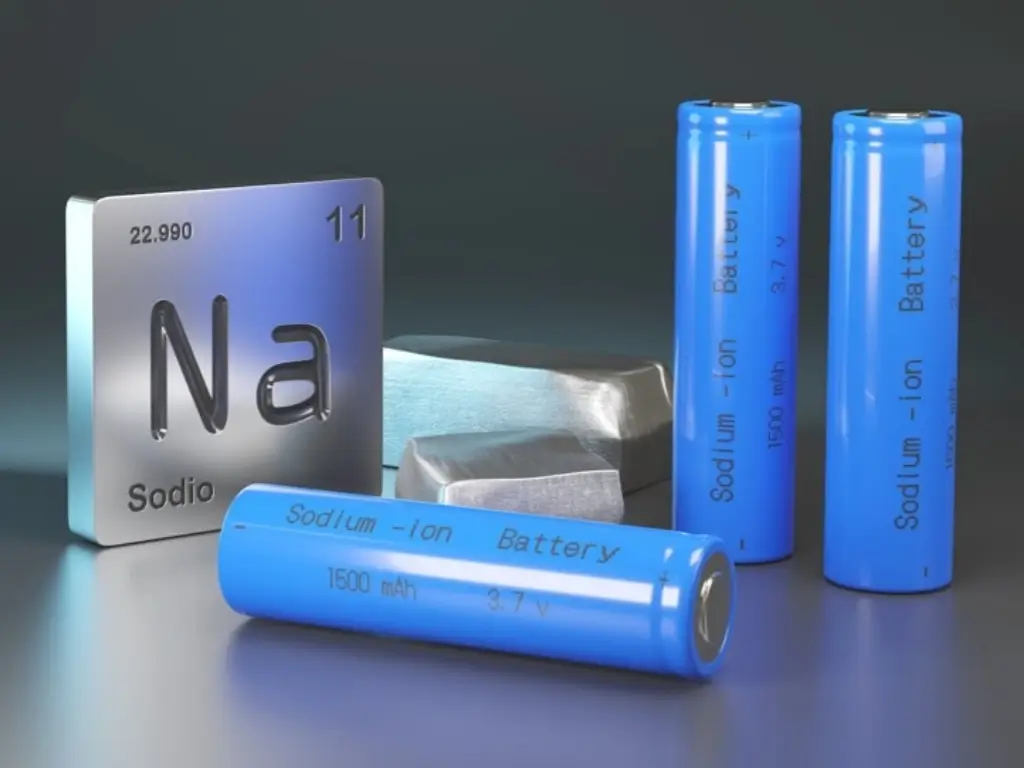
Sodium ion: Battery developers are testing sodium chemistries because sodium is less expensive, more abundant and more easily mined than lithium, according to the Department of Energy’s Argonne National Laboratory. The lab patented a cathode material that replaces lithium ions with sodium. The group estimates that a sodium ion battery would cost a third less than a lithium ion battery, and the sodium ion cell also contains manganese and iron, which are widely available. A short driving range is the downside to sodium ion, the lab said. Sodium metal is about three times heavier than lithium, which adds to the battery weight and limits range.
At least two Chinese companies have announced plans for EVs powered by sodium ion batteries, but “the jury is still out in the West,” said Conrad Layson, senior alternative propulsion analyst at AutoForecast Solutions.
Australia, Chile and China continue to dominate lithium production, according to a BP analysis of data from the U.S. Geological Survey and British Geological Survey World Mining Data. Sodium is plentiful in the U.S., said Reeja Jayan, associate professor of mechanical engineering at Carnegie Mellon University.
“It is an evolving battery chemistry so there’s a good chance to establish yourself better in that area,” she said.
Lithium manganese iron phosphate: Manganese, iron and phosphate are generally affordable and available. This chemistry blends the best of nickel cobalt manganese cells with the best of lithium iron phosphate cells, said Nathan Niese, global lead for electric vehicles and energy storage at Boston Consulting Group. The lifespan is shorter than a lithium iron phosphate cell, but energy density is higher, he said.
Lithium sulfur: Lithium sulfur chemistries have a relatively high energy density and can charge quickly, Layson said. Sulfur is extremely abundant and inexpensive, compared with the cobalt and nickel needed for the nickel cobalt manganese aluminum chemistries used in EVs today, according to the Argonne National Laboratory. Lyten, a lithium sulfur battery supplier, said its batteries will launch this year in nonautomotive applications such as drones and satellites. Long term, lithium sulfur cells could cost half as much as the nickel cobalt manganese chemistries used in today’s EVs and with potentially double the energy density, Lyten said.
Solid-state advancements
Automakers and battery makers consider solid-state batteries as a key technology. They are investing in the technology that is expected to enhance range, charging speed and safety.
Semisolid state batteries offer similar benefits and are closer to commercialization.
The semisolid options have small amounts of liquid or gel that quickly diffuse ions to charge and discharge an EV battery. Traditional lithium ion batteries are flooded with liquid electrolytes, which are more fire prone.
Many companies are trying to commercialize semisolid or solid-state technology for the U.S. market.
QuantumScape, a California company backed by Volkswagen and Microsoft co-founder Bill Gates, has developed a ceramic electrolyte technology that eliminates dendrite-forming graphite anode . China controls the bulk of the global supply of battery-quality graphite.
QuantumScape expects to begin high-volume production of cells for advanced testing in 2025, said Asim Hussain, the company’s CMO. QuantumScape and PowerCo. — Volkswagen Group’s battery company — partnered to industrialize QuantumScape’s technology.
Partnering is the fastest way to achieve gigawatt-hour-scale production, the companies said. Depending on the progress of the partnership, QuantumScape will license PowerCo. to mass produce battery cells based on the QuantumScape technology platform.
Factorial, a semisolid battery developer, delivered test samples to Mercedes-Benz in June. 2024. The testing includes validating the module and pack designs against Mercedes-Benz’s performance specifications. Factorial also has joint development agreements with Stellantis, Hyundai Motor Co. and Kia Corp.
Solid Power, a Colorado company backed by and working with Ford, BMW and Hyundai among others, is pursuing the same sulfide electrolyte technology as Toyota.
Chinese companies also are pushing hard on solid-state battery development.
Solid-state technology is advancing quickly, QuantumScape CEO Siva Sivaram told Automotive News. Industrialization is the next step.
“It is not ‘Can I do it?’ It is ‘Can I do it in volume and scale and deliver to customers?’ ” Sivaram said. “There are many steps between here and there.”
Conclusion
The chemistries of batteries are advancing very quickly. Many companies in the US, Europe, Japan and China are racing to be the first to develop new batteries with high energy density that can be produced cheaply with safer operations. Those successes will ensure a greener environment for us, our children, our grandchildren and future generations.
However, many of us continue to drive powerful cars with higher consumption of expensive petrol and diesel. In Malaysia’s case, the efforts of the Malaysian government to eliminate diesel subsidies created negative comments from ta large section of the Malaysian population, citing inflation would become high, which now stands at about 2.0 per cent.
Reference:
Hannah Lutz. Viable alternatives join solid-state advances. Automotive News. Vol. 98, Issue 7156. August 19th, 2024.